
Råvaran är hållfasthetssorterat virke, vanligtvis gran. Om konstruktionen förväntas bli utsatt för mycket fuktiga förhållanden kan tryckimpregnerad furu användas. Undantagsvis har också andra träslag använts, såsom björk och lärk.
Vanligen levereras virket torkat och hållfasthetssorterat direkt från sågverket. Lamellernas fuktkvot ska vara 6 – 15 % när de limmas ihop och skillnaden i fuktkvot mellan intilliggande lameller får inte överstiga 5 %. Limfogens hållfasthet blir då optimal och fuktkvoten i den slutliga produkten blir ändamålsenlig, vilket motverkar besvärande sprickbildning och reducerar risken för vridning. I någon mån bildas det alltid sprickor i trämaterial, men de har i allmänhet ingen skadlig inverkan på konstruktionens bärförmåga.
Limträtvärsnittet kan byggas upp av lameller som alla tillhör samma hållfasthetsklass, då får man en produkt som kallas homogent limträ. De yttre lamellerna i ett tvärsnitt utsätts vanligen för större påkänningar och tillverkas normalt av virke i en högre hållfasthetsklass. Denna produkt kallas kombinerat limträ, se figur 1.3. Vid tillverkningen är det därför nödvändigt att ha utrymme för att samtidigt lagra lamellvirke i åtminstone två olika hållfasthetsklasser.
Först fingerskarvas de enskilda lamellerna så att man får långa lameller (ungefär 30 – 40 m). Dessa kapas sedan till lämpliga längder och staplas på varandra. För kombinerat limträ beaktas därvid den inbördes ordningen mellan ytter- och innerlameller. För att minska inre spänningar som förorsakas av fuktförändringar vänder man lamellerna så att kärnan alltid är åt samma håll i ett tvärsnitt. De yttersta lamellerna vänds ändå alltid med kärnan utåt.
Fingerskarvarnas lim får härda, beroende på limsystemet som används, upp till några timmar innan lamellernas flatsidor hyvlas och omedelbart därefter limmas.
Det uppstaplade lamellpaketet lyfts sedan över till limbänkar och pressas ihop med erforderligt presstryck, se figur 1.4. Detta ska slutföras innan limmet börjar härda, vilket sker efter ungefär en timme. Den exakta tiden beror på limtypen och temperaturen i limningshallen. Lamellerna kan böjas när de sätts i press så att överhöjda eller krökta former kan tillverkas. Limmet får sedan härda under kontrollerade fukt- och temperaturförhållanden, eventuellt kan värme tillföras. Raka limträbalkar kan alternativt tillverkas kontinuerligt i en högfrekvenspress.
När limmet har härdat avlägsnas presstrycket och limträkomponenterna lyfts ur limbänken till en planhyvel där sidorna hyvlas till önskad dimension och ytkvalitet.
Efter detta följer slutbearbetningen av komponenterna, till exempel rensågning av kanter, borrning av hål och bearbetning av förband. Vid behov ytbehandlas komponenterna hos limträtillverkaren. Slutligen kontrolleras komponenterna visuellt och märks innan de paketeras och lastas för transport till byggarbetsplatsen eller till ett lager. Tillverkningen övervakas av limträtillverkarens kontrollant, som bokför all väsentlig information av betydelse för produktens kvalitet. Sådan information är lamellernas fuktkvot, temperatur och relativ luftfuktighet i limningshallen, tidsåtgång vid limning samt tidpunkten när komponenterna lyfts.
Det mest kritiska vid limträtillverkningen är limfogarnas kvalitet. Därför följer man upp fingerskarvarnas och lamellimningens kvalitet minutiöst och kontinuerligt i den interna kontrollen. Den interna kontrollen övervakas av en tredjepartsorganisation som i sin tur kontrolleras av ett ackrediteringsorgan.
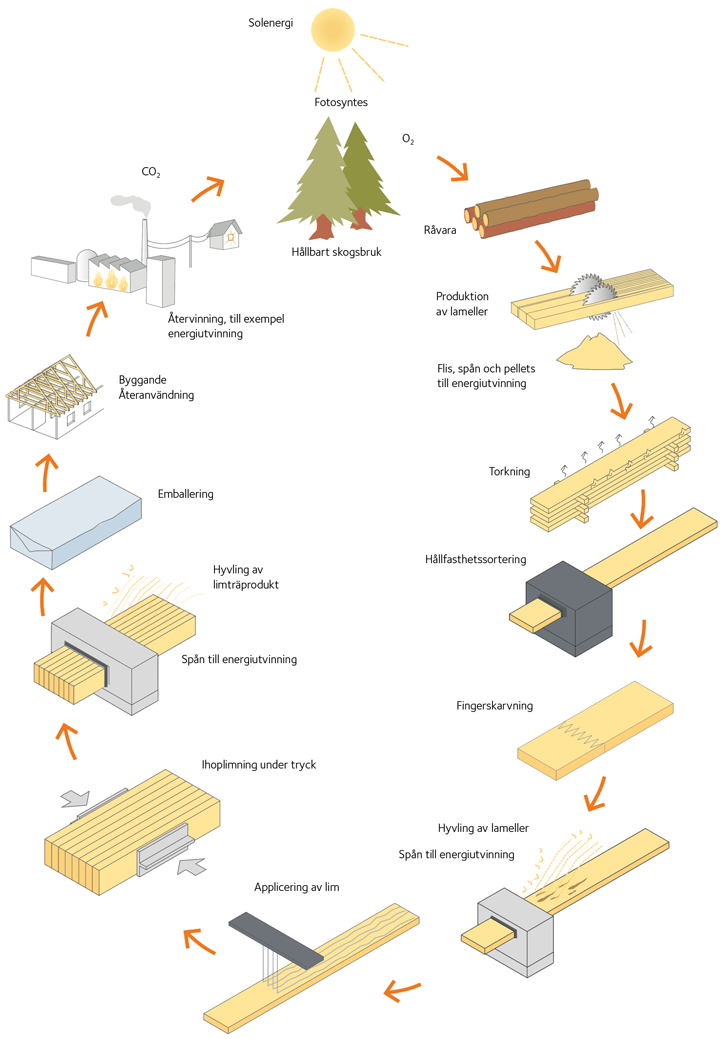
Figur 1.2 Limträ ingår i kolets kretslopp
Schematisk bild över limträproduktion. Tillverkningen är en resurssnål och klimatneutral process.
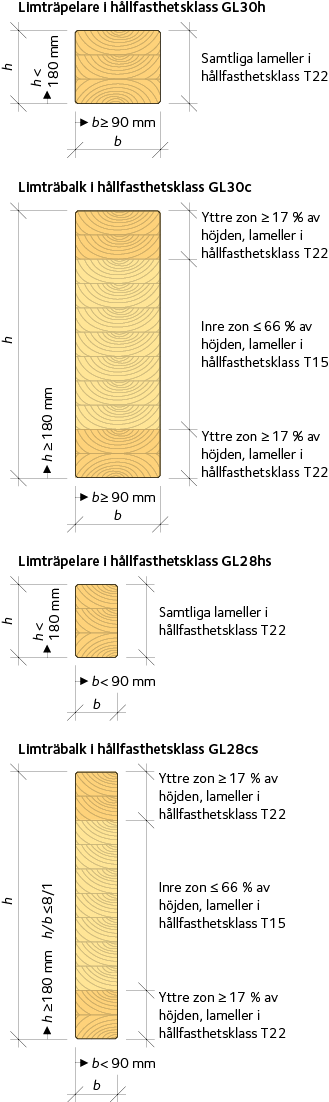
Figur 1.3 Hållfasthetsklasser för limträ
Olika limträtvärsnitt som visualiserar de olika hållfasthetsklasserna GL30h (homogent limträ), GL30c (kombinerat limträ), GL28hs (klyvsågat homogent limträ) och GL28cs (klyvsågat kombinerat limträ). Limträ i hållfasthetsklasserna GL28hs och GL28cs tillverkas genom klyvsågning av bredare tvärsnitt.
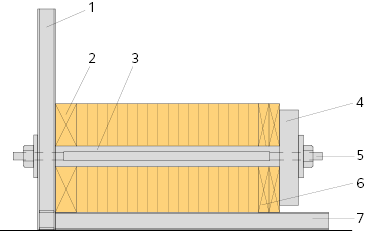
Figur 1.4 Schematiskt tvärsnitt av en limbänk.
1. Vertikalt anhåll. 2. Tryckfördelande bottenstycke, eventuellt med mall för överhöjning. 3. Mellanlägg. 4. Spännklots. 5. Spännskruv. 6. Tryckfördelande brädor. 7. Horisontellt anhåll.
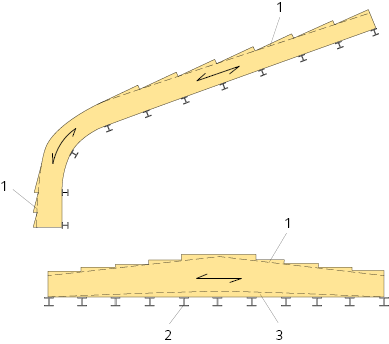
Figur 1.5 Komponent med varierande tvärsnittshöjd.
1. Rensågning. 2. Vertikalt anhåll. 3. Tryckfördelande bottenstycke, eventuellt med mall för överhöjning.