
Torkning i virkestorkar är vanligast, cirka 95 procent av produktionen torkas i dessa. Resten torkas i staplar på brädgården så kallad brädgårdstorkning.
Relativ luftfuktighet och träets fuktkvot:
Olika användningsområden kräver olika målfuktkvot. Det har att göra med att fuktkvoten i träet strävar efter att ställa sig i jämvikt med omgivningens relativa luftfuktighet, RF. Detta tar en viss tid, men när fuktkvoten väl ändras så ändras även träets volym. Virke som byggs in bör därför ha en fuktkvot som så nära som möjligt överensstämmer med jämviktsfuktkvo- ten i den färdiga konstruktionen för att minska fuktrörelser.
Vintertid är skillnaden i RF stor mellan utomhus- och inomhusluftens fuktighet. Inomhus är luften mycket torr medan den utomhus är som fuktigast. På sommaren minskar skillnaden något. Vikten av att förvara inomhusprodukter inomhus och utomhusprodukter ute blir här tydligt.
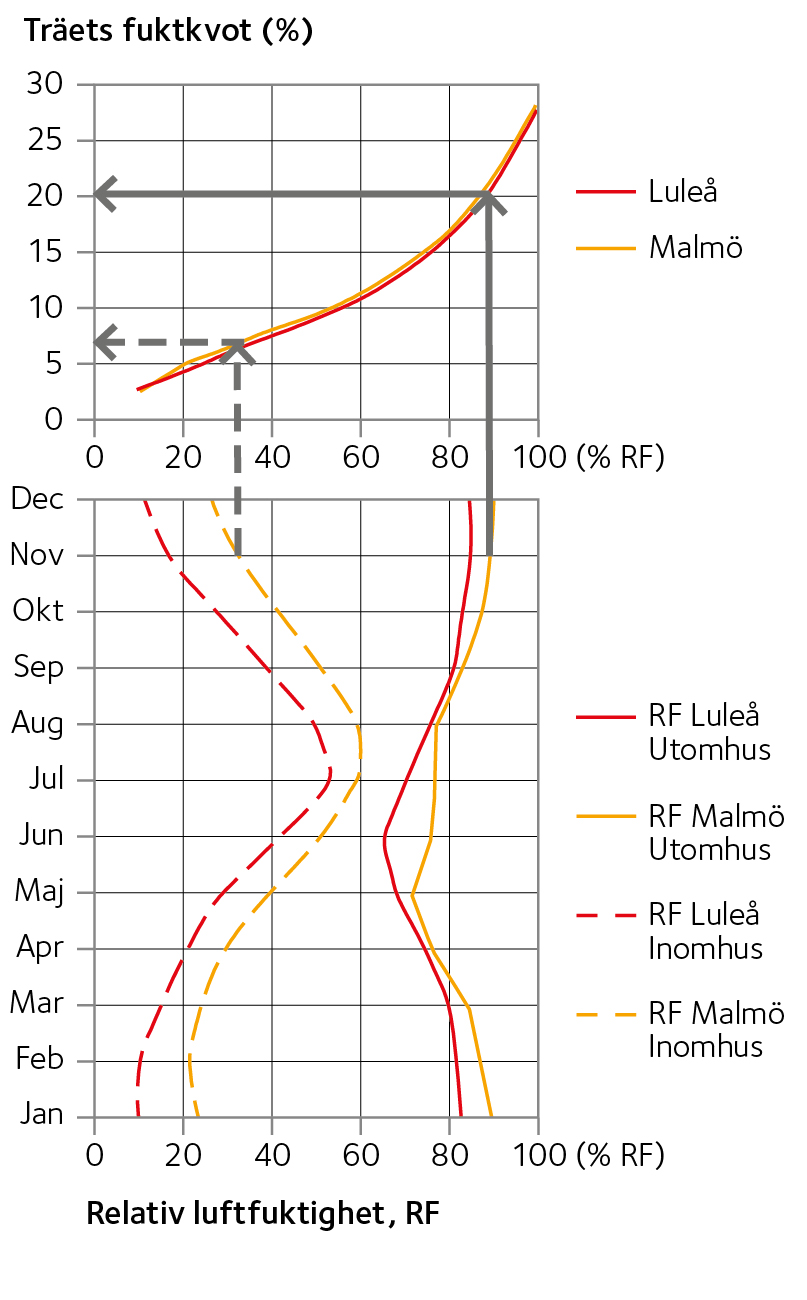 Bild 1. Träets fuktkvot i förhållande till den relativa luftfuktigheten, RF. Den övre delen visar sambandet mellan omgivningens relativa luftfuktighet, RF, och fuktkvot. Även temperaturen påverkar sambandet, men påverkan är mindre än 1 fuktkvotsprocent inom temperaturintervallet 0 – 20 °C. Den undre delen visar månadsmedelvärdet för RF i norr (Luleå) och söder (Malmö). De heldragna kurvorna visar RF utomhus och de streckade kurvorna visar RF inomhus. RF-kurvorna för inomhus ska ökas med cirka 18 RF-% som är fukttillskottet för en normalfamilj (matlagning, dusch, tvätt, utandningsluft, svett, med mera).
Bild 1. Träets fuktkvot i förhållande till den relativa luftfuktigheten, RF. Den övre delen visar sambandet mellan omgivningens relativa luftfuktighet, RF, och fuktkvot. Även temperaturen påverkar sambandet, men påverkan är mindre än 1 fuktkvotsprocent inom temperaturintervallet 0 – 20 °C. Den undre delen visar månadsmedelvärdet för RF i norr (Luleå) och söder (Malmö). De heldragna kurvorna visar RF utomhus och de streckade kurvorna visar RF inomhus. RF-kurvorna för inomhus ska ökas med cirka 18 RF-% som är fukttillskottet för en normalfamilj (matlagning, dusch, tvätt, utandningsluft, svett, med mera).
Virkestorkar delas in i vandringstorkar och kammartorkar. I dag är kammartorkar den vanligaste metoden. Att andelen kammartorkar ökar på vandringstorkarnas bekostnad beror på att andelen specialtorkat virke ökat kraftigt de senaste åren.
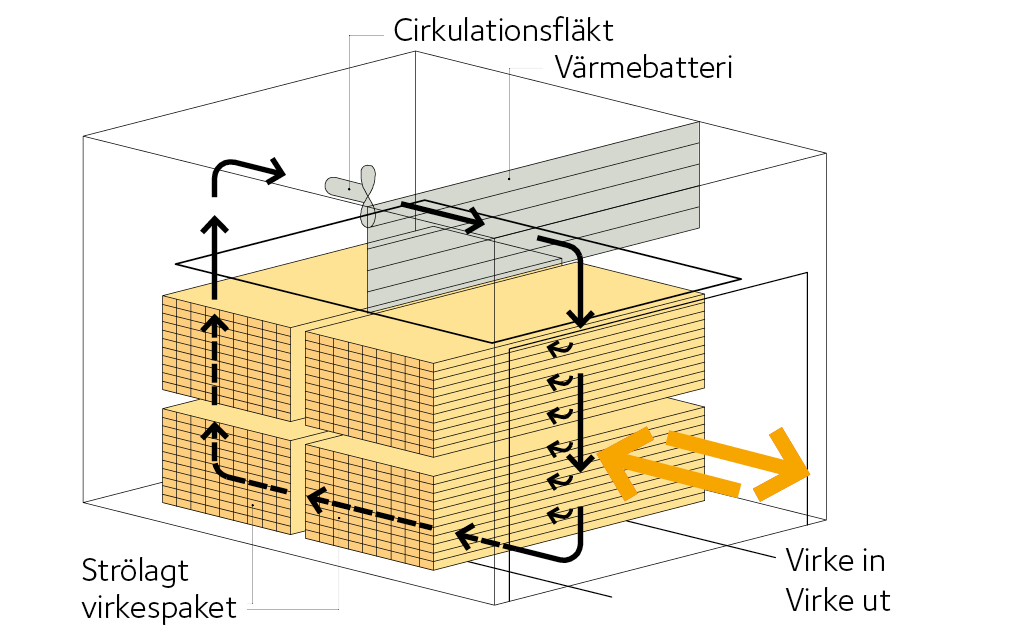
Bild 2. Kammartork.
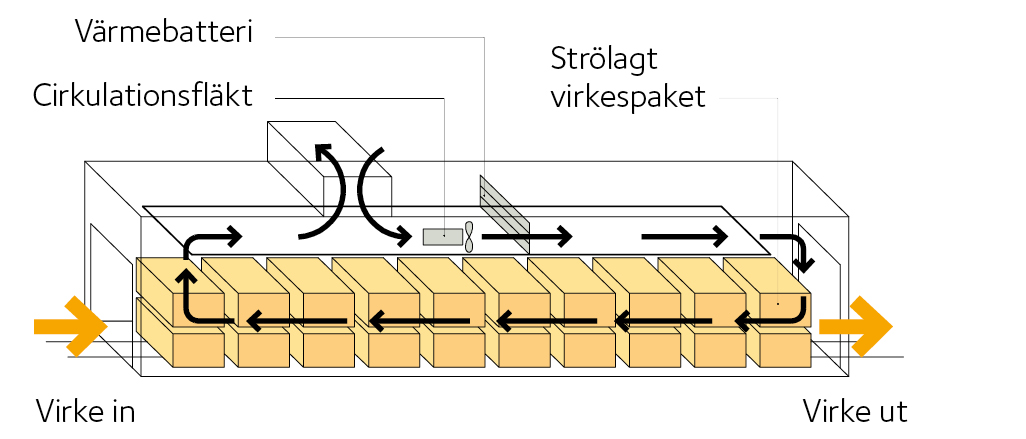
Bild 3. Vandringstork.
Torkningsprocessen
Målet är att sänka fuktkvoten i virket utan att virket spricker och till en sådan fuktkvot att det kan lagras eller transporteras utan att skadas. Vid torkningen krymper virket. Sågningen måste därför ske med övermått i förhållande till slutproduktens mått.
Målfuktkvot
Målfuktkvot definieras enligt SS-EN 14298:2017 och är ett begrepp som beskriver den önskade fuktkvoten. Medelfuktkvoten i ett parti, samt fuktkvoten för enskilda virkesstycken, för olika målfuktkvoter tillåts ha en viss spridning enligt tabell 1.
Exempel: Vid mätning av fuktkvoten i samtliga virkesstycken i ett parti med målfuktkvoten 16 % tillåts det genomsnittliga värdet på hela partiets fuktkvot (partiets medelfuktkvot) att hamna mellan 13,5 och 18 % för att vara godkänt. För de enskilda virkesstyckena i ett parti ska fuktkvoten hos 93,5 procent av dessa hamna mellan 11,2 och 20,8 %.
Observera att värdena på fuktkvoten här beskriver fuktkvoten en bit in i virket och alltså inte ytfuktkvoten. Se även avsnitt Fuktkvot och mätning.
Tabell 1. Målfuktkvot. Tillåten variation för medelfuktkvoten enligt SS-EN 14298
| Beställd fuktkvot (målfuktkvot) | Tillåten variation av virkespartiets medelfuktkvot | Tillåtet spridningsområde av fuktkvoten i 93,5 procent av virkesstyckena inom virkespartiet | ||
| (%) | Undre gräns (%) | Övre gräns (%) | Undre gräns (%) | Övre gräns (%) |
| 8 | 7,0 | 9,0 | 5,6 | 10,4 |
| 12 | 10,5 | 13,5 | 8,4 | 15,6 |
| 16 | 13,5 | 18,0 | 11,2 | 20,8 |
En del virkesstycken deformeras under torkningen. Det beror på att virke krymper olika mycket i olika riktningar. Detta kan motverkas på olika sätt, till exempel genom torkning vid högre temperatur än normalt och under mekanisk press av torkpaketet samt spänningsutjämning i den efterföljande konditioneringen. Torkning vid högre temperaturer och spänningsutjämning har blivit allt vanligare de senaste åren.
Under torkprogrammet styrs temperatur och fuktighet i torken. Styrningen sker med datorer. Artificiell torkning av virke tar cirka 6 dygn för 50 mm tjocka plankor och cirka 3 dygn för 25 mm tjocka bräder. Centrumutbyten når den önskade fuktkvoten snabbare än sidoutbyten eftersom kärnan från början har lägre fuktkvot än splinten. Torkning för särskilda ändamål, som kräver lägre fuktkvot än skeppningstorrt, tar längre tid. Den kan ske i ett eller två steg. Förr var det vanligt att torka till exempel snickerivirke i två steg, först ned till målfuktkvoten vid sågverket för att vid möbelindustrin sluttorkas till 7-9 %. I dag blir det allt vanligare att torka ned till slutfuktkvoten direkt i kammartorkar vid sågverket. Att torka direkt till slutfuktkvoten ger en bättre kvalitet från bland annat spricksynpunkt.
Tabell 2. Exempel på målfuktkvot vid leverans från tillverkare för olika typer av användningsområden.
| Målfuktkvot (%) | Användning |
| 8 | Golvbräder inomhus i uppvärmda utrymmen. |
| 12 | Synliga beklädnader, lister samt undergolv i uppvärmda utrymmen. |
| 16 | Virke och limträ för inbyggnad samtutvändiga panelbräder. |
Konditionering
Efter torkningen konditioneras virket så att fuktkvotsskillnader och spänningar utjämnas. Konditioneringen sker i virkestorken och tar 2-3 dygn.